可編程PLC控制系統及其軟硬件系統設計基礎步驟
工業機器人既有“手臂”,也有“手指”,甚至還有“腿”可以移動,那么工業機器人是否有“大腦”呢?PLC可能就是我們所謂的“大腦”。這個“大腦”是設計出來的?現在分享一份關于PLC控制系統及其軟硬件系統設計的干貨,關注公眾號“三〇智工”,技能人才就業一步到位以及企業免費發布招聘崗位。
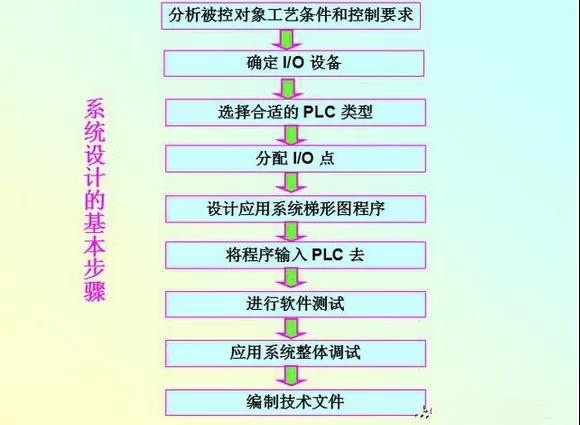
01、PLC控制系統設計步驟
系統設計的主要內容:
① 擬定控制系統設計的技術條件
② 選擇電氣傳動形式和電動機、電磁閥等執行機構
③ 選定 PLC 的型號
④ 編制 PLC 的輸入 / 輸出分配表或繪制輸入 / 輸出端子接線圖
⑤ 根據系統設計的要求編寫軟件規格說明書,然后再用相應的編程語言(常用梯形圖)進行程序設計
⑥ 了解并遵循用戶認知心理學,重視人機界面的設計,增強人與機器之間的友善關系
⑦ 設計操作臺、電氣柜及非標準電器元部件
⑧ 編寫設計說明書和使用說明書,關注公眾號“三〇智工”,技能人才就業一步到位以及企業免費發布招聘崗位。
02、PLC 硬件系統設計
(1) PLC 型號的選擇
① 對輸入 / 輸出點的選擇
② 對存儲容量的選擇
③ 對 I/O 響應時間的選擇
④ 根據輸出負載的特點選型
⑤ 對在線和離線編程的選擇
⑥ 據是否聯網通信選型
⑦ 對 PLC 結構形式的選擇
(2)分配輸入 / 輸出點
① 確定 I/O 通道范圍
②確定內部輔助繼電器
③ 分配定時器 / 計數器
03、PLC 軟件系統設計方法及步驟
(1)PLC 軟件系統設計的方法
① 圖解法編程
a. 梯形圖法
b. 邏輯流程圖法
c. 時序流程圖法
d. 步進順控法
② 經驗法編程
③ 計算機輔助設計編程
(2)PLC 軟件系統設計的步驟
① 對系統任務分塊
② 編制控制系統的邏輯關系圖
③ 繪制各種電路圖
④ 編制 PLC 程序并進行模擬調試
⑤ 制作控制臺與控制柜
⑥ 現場調試
⑦ 編寫技術文件并現場試運行
控制單元輸入端子接線
輸入線盡可能遠離高壓線和動力線等干擾源
不能將輸入設備連接到帶“ . ”端子上
交流型PLC的內藏式直流電源輸出可用于輸入;直流型PLC的直流電源輸出功率不夠時,可使用外接電源
切勿將外接電源加到交流型PL 的內藏式直流電源的輸出端子上
切勿將用于輸入的電源并聯在一起,更不可將這些電源并聯到其他電源上
控制單元輸出端子接線
輸出線盡可能遠離高壓線和動力線等干擾源
不能將輸出設備連接到帶“ . ”端子上
各“ COM ”端均為獨立的,故各輸出端既可獨立輸出,又可采用公共并接輸出。當各負載使用不同電壓時,采用獨立輸出方式;而各個負載使用相同電壓時,可采用公共輸出方式
當多個負載連到同一電源上時,應使用型號為 AFP1803 的短路片將它們的“ COM ”端短接起來
若輸出端接感性負載時,需根據負載的不同情況接入相應的保護電路。在交流感性負載兩端并接RC串聯電路;在直流感性負載兩端并接二極管保護電路;在帶低電流負載的輸出端并接一個泄放電阻以避免漏電流的干擾。以上保護器件應安裝在距離負載50cm以內,關注公眾號“三〇智工”,技能人才就業一步到位以及企業免費發布招聘崗位。
在PLC內部輸出電路中沒有保險絲,為防止因負載短路而造成輸出短路,應在外部輸出電路中安裝熔斷器或設計緊急停車電路
實例:PLC在機床控制中的作用
工藝要求:
四工位組合機床由四個工作滑臺,各帶一個加工動力頭,組成四個加工工位。除了四個加工工位外,還有夾具、上下料機械手和進料器四個輔助裝置以及冷卻和液壓系統共四部分。工藝要求為有上料機械手自動上料,機床的四個加工動力刀頭同時對一個零件進行加工,一次完成一個零件,通過下料機械手自動取走加工完的零件。要求具有全自動、半自動、手動三種工作方式。
下圖是組合機床控制系統全自動工作循環和半自動工作循環式的狀態流程圖。圖中S2是初始狀態,驅動它的條件是各滑臺、各輔助裝置都處在原位,夾具為松開狀態,料道有待加工零件且潤滑系統工作正常,關注公眾號“三〇智工”,技能人才就業一步到位以及企業免費發布招聘崗位。
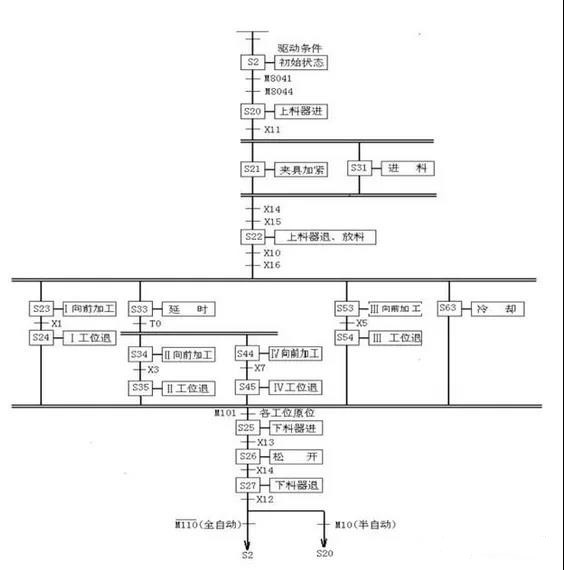
組合機床全自動和半自動工作過程:
上料 按下啟動按鈕,上料機械手前進,將零件送到夾具上,夾具加緊零件。同時進料裝置進料,之后上料機械手退回原位,放料裝置退回原位
加工 四個工作滑臺前進,四個加工動力頭同時加工,洗端面、打中心孔。加工完成后,各工作滑臺退回原位
下料 下料機械手向前抓住零件,夾具松開,下料機械手退回原位并取走加工完的零件。
這樣就完成了一個工作循環。如果選擇了預停,則每個循環完成后,機床自動停在原位,實現半自動工作方式;如果不選擇預停,則機床自動開始下一個工作循環,實現全自動工作方式,關注公眾號“三〇智工”,技能人才就業一步到位以及企業免費發布招聘崗位。
04、PLC的選型
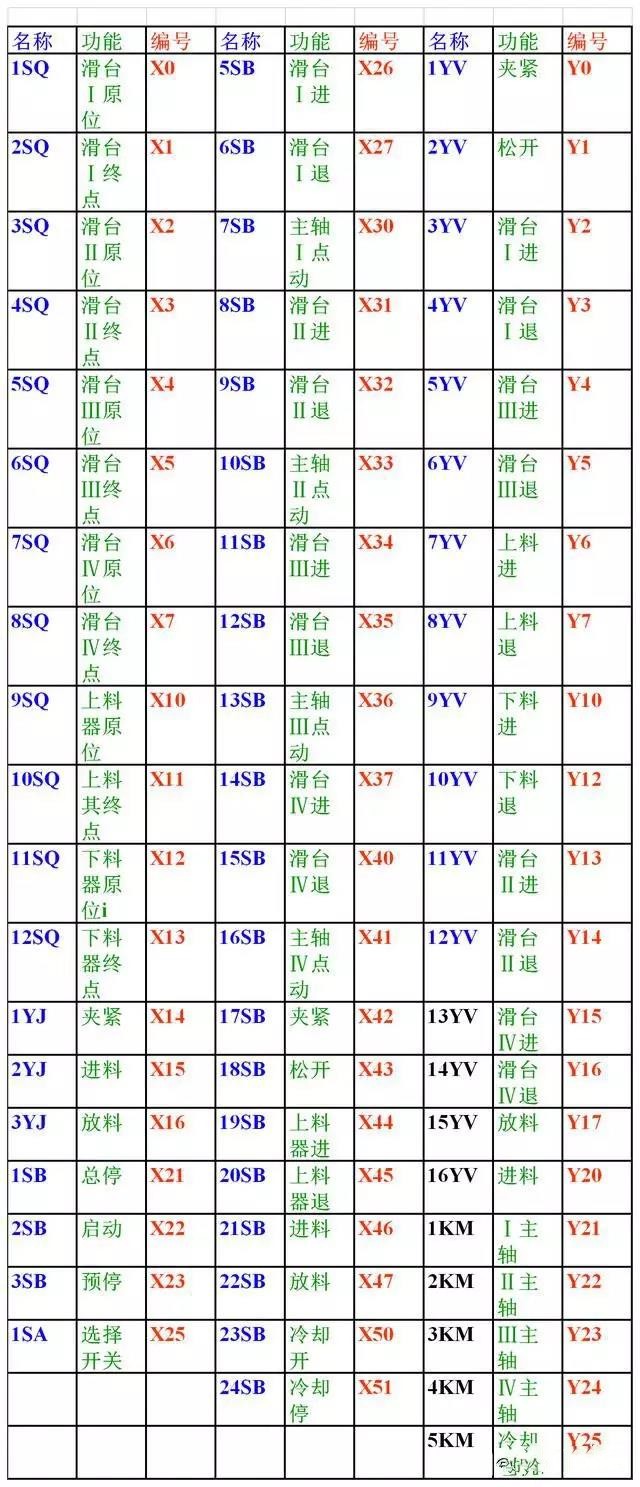
四個工位組合機床電氣控制系統有輸入信號42個,輸出信號27個,均為開關量。其中外部輸入元件包括:17個檢測元件、24個按鈕開關、1個選擇開關;外部輸出元件包括:16個電磁閥、6個接觸器、5個指示燈。
根據I/O信號的數量、類型以及控制要求,同時考慮到維護、改造和經濟等諸多因素,決定選用FX2N -64MR主機和一個輸出擴展單元FX-16EX,這樣共有48個輸入點,輸出點就是主機的32點,滿足控制要求。
I/O地址編號;將輸入信號42個,輸出信號27個按各自的功能類型分好,并與PLC的I/O端一一對應,編排好地址。列出外部I/O信號與PLCI/O端地址對照表,如表所示,關注公眾號“三〇智工”,技能人才就業一步到位以及企業免費發布招聘崗位。
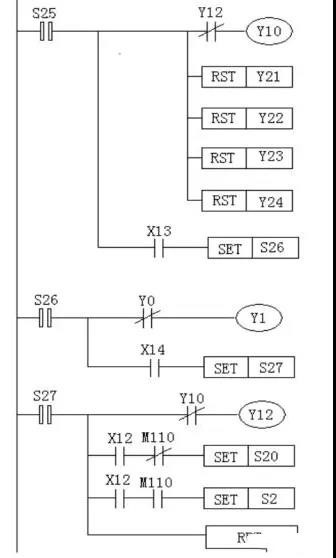
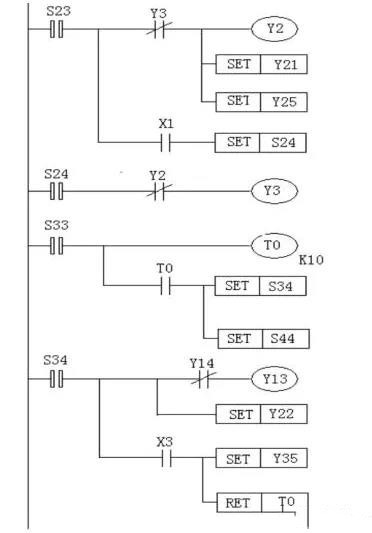
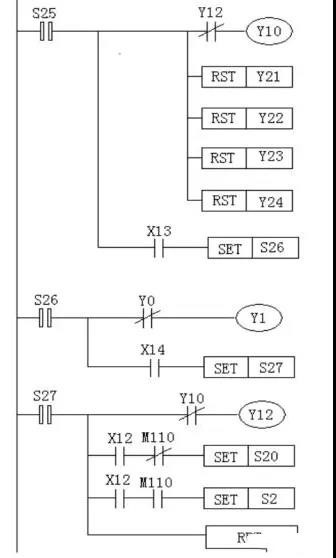
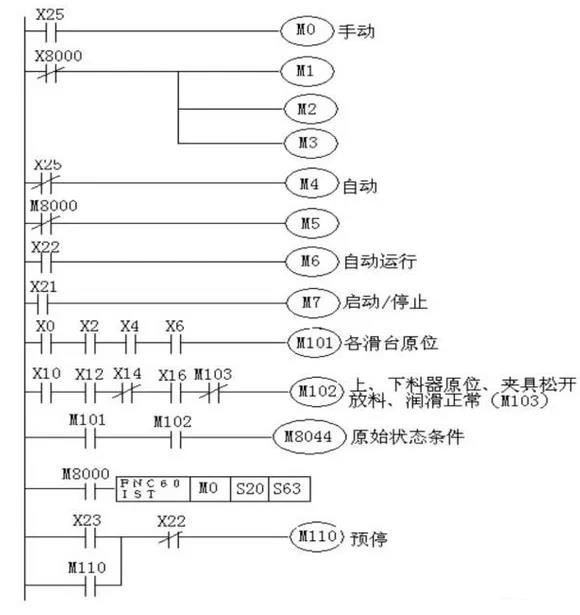
05、PLC梯形圖程序
四工位組合機床的PLC控制系統梯形圖包括初始化程序、手動調整程序和自動工作程序。圖2是四工位組合機床在全自動與半自動工作方式時的梯形圖程序,它采用了STL步進指令編寫,程序簡捷、清楚。圖3四工位組合機床初始化程序梯形圖,關注公眾號“三〇智工”,技能人才就業一步到位以及企業免費發布招聘崗位。